

*Here we discuss maize grain (not maize fodder)
- Maize is also called as corn / मक्का
- It becomes standard cereal grain in the feed industry
- The major contributor of energy in most poultry diets
- Worldwide approx 600MT of maize is produced and India contributes around 24MT. USA (240MT) and China (100MT) are the world’s largest corn producers
- Quality wise corn is divided into grades and in poultry feed usually, grade #2 is used
- Corn grade #2 should not contain more than 5% damaged kernels & 3% foreign material.
- Damaged kernels do not affect energy value much but another extraneous material reduces the energy value
- Broken grains are potential sites for mould growth
- Energy value of corn is due to starchy endosperm and oily germ.
- Corn contains 3-4% oil (although some varieties contain 6-8% oil)
- Protein in maize is present in endosperm as zein (prolamin) and in germ as gluten. Zein is the main protein. These protein are deficient in lysine and tryptophan.
- High oil varieties also contain 2-3% more protein (more lysine & tryptophan)
- In low protein diets, maize could contribute up to 60% of total protein, so the balance of amino acid should be considered.
- Yellow maize has a high amount of xanthophylls (5ppm) and carotenes (0.5ppm). These pigments provide rich yellow colour to yolk and fats.
- Size of ground maize is a matter of concern. For pellets, finer the grind better will be the pellet quality. In mash diets, too fine grinding leads to partial feed refusal.
- Finer grind is useful for birds up to 3 weeks of age while a coarse grind is better for birds >21 d of age.
- Moulds and mycotoxins are other potential problems associated with maize. Damaged grains are a common site of mould growth and contaminated with aflatoxins. Suspected grains should be analysed properly and rectify the problem with mycotoxin binders before using in the feed.
- Zearalenone is commonly occurred and bind with Vit D3 and cause eggshell and skeletal problems.
- Organic acids could reduce the mould growth during transport and storage
Metabolizable energy of maize depends on maturity level at harvesting time. Very immature maize which is harvested at 53% of moisture provides 3014 kcal/kg ME at 85% dry matter while mature maize which is harvested at 31% of moisture provides 3313 kcal/kg at 85% dry matter.
A potential problem with immature, high moisture maize is that drying conditions must be vigorous & harsher to reduce moisture to the level of 15%. Excessive heating causes caramelization of maize which affects its quality and also reduces the availability of lysine due to happening of Millard reaction.
|
Particle size in microns
|
Fine (%)
|
Coarse (%)
|
|
<150
|
5
|
<1
|
|
300
|
11
|
2
|
|
450
|
16
|
3
|
|
600
|
17
|
3
|
|
850
|
22
|
4
|
|
1000
|
16
|
4
|
|
1500
|
10
|
5
|
|
2000
|
1
|
10
|
|
2500
|
<1
|
24
|
|
>3000
|
<1
|
44
|
- Damaged grains and foreign the material reduces the economic value of corn. Broken grains have 200kcal/kg less ME than intact maize, while foreign material tested 600 kcal/kg lower than corn.
- Therefore having #4 grade corn with 10% damaged kernels and 5% foreign material vs 5% and 3% respectively for #2 grade, relates to a reduction of just 25 kcal/kg for this #4 vs #2 grade corn.
- In mash diets grinding maize to a size of 0.7 to 0.9mm is seems to advantageous. This size is medium grind beyond this size (coarse or fine) exhibit lower digestibility value.
- Maize poses problems for pellet formation, therefore, pellet binders are required.
- It is very essential to procure high-quality maize to produce good quality feed.
- Balanced ration formulations have certain limitations which are posed by the poor quality of ingredients.
- So before buying maize for feed certain quality parameters must be taken into consideration
Variety of parameters
 1. Colour – maize comes in different colours like yellow, white, red, blue, black and mixed.
1. Colour – maize comes in different colours like yellow, white, red, blue, black and mixed.
- Mainly yellow and white maize is available
- In feed mainly yellow maize is preffered
- Maize grain is considered of a certain colour if atleast 50% of grains’ surface is of that colour
Eg. When grading white maize, maize which has yellow or pink colouration that is less than 50% of the surface is still considered white maize. Care should be taken not to grade grain of other colours as discoloured grain.
Practical steps to determine colour:
- Take a representative sample of the maize
- Fill the container with the sample
- Pour maize on bench
- Use the quartering method to subdivide the maize down to about 100 grains
- Count the no. of yellow grains (count1)
- Select maize that has colours other than yellow and counts these selected grains (count2)
- Express the % of maize of the other colours as = count2/count1 X 100
- The percentage of non-yellow maize should not exceed 5% of the total sample size. (Yellow maize also includes maize grains that are yellow and dark red in colour, provided the dark red colour covers less than 50 % of the surface of the grain)
White maize may not contain more than 2% total volume of different coloured maize.
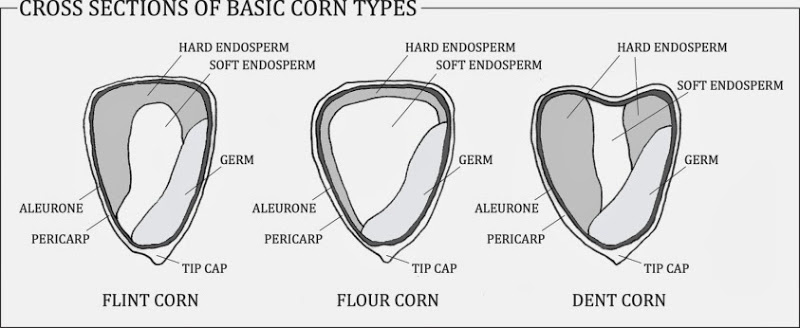
2. Maize type – Based on the surface of grain maize is divided into 2 types
- Dent type – when fully ripe, has a pronounced depression or dent at the crown of the kernels. The kernels contain a hard form of starch at the sides and a soft type in the centre. This latter starch shrinks as the kernel ripen resulting in the terminal depression. Dent varieties vary in kernel shape from long and narrow to wide and shallow. It is classified as dent if 95% or more
- Flint type – has the hard starch layer entirely surrounding the outer part of the kernel. Consequently, on drying the kernel shrinks uniformly and does not develop a depressed area. It has a very hard seed coat.

Practical steps to determine type:
- Take a representative sample of maize
- Fill container provided with the maize sample
- Pour the maize on bench
- Use the quartering method to subdivide the maize down to about 100 grains
- Count the number of grains (count1)
- Select maize that does not have characteristics of flint
- Count the selected grains (count2)
- Express the % of maize of the other colours as = count2/count1 X 100
% of non-flint maize should not exceed 5% of the total sample size
3. Diseased grains – rotten and not looking good. We can observe it from outside easily. Mouldy grains have various colours depending upon mould or yeasts. Eg. Cob rot damage, blight damage etc
4. Mouldy grains – maize grains that have visible blue, white, green, mycelial growth on its tip or surface. Eg. Aspergillus flavus which produces aflatoxins. Good looking clean grains still have high levels of aflatoxins. While grading mouldy grains should be counted as diseased grains.
5. Insect damaged – those that have been partially eaten by weevils, grain borers or other crawling pests. The grain kernel may have the germ partly or wholly destroyed.
6. Discoloured grains – that are materially discoloured (at least 25% of the surface) by excessive heat, including that caused by excessive respiration (heat damage) and dried damaged kernels.
7. Germinated grains – visible signs of sprouting, cracked seed coats, bulging is seen.
8. Immature / shrivelled maize – grains are underdeveloped and shrunken, relatively lower density, papery appearance
9. Broken grains – intact maize and pieces of maize which have passed through a metal sieve with round holes whose diameter is 4.5 mm. any broken grain retains on sieve are not to be considered as broken.
Determination of Broken Grains
- From the working sample weigh (200 grams) (W1)
- Collect all the whole and broken grains that passed through a 4.5 mm round-hole sieve.
- Weigh the broken grain (W2)
- Express the percentage of broken maize as follows: W2/W1*100
10. Other grains – some other cereal grains or pulses that are edible may be identified which is not at all required.
11. Foreign matter – it is all organic and inorganic material other than maize, broken kernels and other grains. Matter of plant origin, dead worms, insects etc.
Determination of Foreign Matter
- Place a clean dry basin (Bottom Pan) in place to receive any materials that may go through the sieve
- Weigh 200 grams of the representative sample (W1)
- Put the maize in the sieve provided (4.5 mm round hole).
- Shake the sieve horizontally for 30 times for about 15 seconds.
- Collect all the foreign organic matter that has passed through the sieve.
- Hand pick all foreign organic matter retained on top of the sieve
- Weigh all the foreign matter collected from the bottom pan and that handpicked from the top (W2)
Foreign matter = W2/W1 X 100
12. Filth – Filth includes impurities of animal origin like animal waste, dead worms, insects, insect body parts, animal hair or fur, dead skins
13. Stained kernels – These are maize kernels whose natural colour has been altered by external factors.
Determination of moisture content: Usually, it is done by moisture meter but in the field many farmers do not have this facility, in such cases following method could be employed.
Method 1
- Pick 10 grains at random.
- Crush each grain between the teeth.
- A reasonably dry grain will crush without leaving a pasty feel in the mouth.
Method 2
- Select a random sample of maize.
- Fill a glass half-way with the maize sample (the glass must be dry).
- Add 2 teaspoons of dried salt (the salt should be previously dried in a pan over a fire for 15 minutes).
- Shake the mixture for 2 minutes.
- Leave to settle for 20 minutes.
- Pour out the mixture.
- Check for any salt clinging on the walls of the glass.
- If any salt is found on the walls of the glass, then moisture content is greater than 14%
Visual and organoleptic tests
Conducted using senses of sight, smell and taste.
Visually it must be free from moulds, live pests, rat droppings, weed seeds etc.
Test for foreign odour
- Obtain a representative sample
- Spread out the sample on a flat surface and smell it.
- If no odour is detected, return the sample into the container and seal it.
- Leave the sealed container for 24 hours and re-examine the sample.
- The smell should be typical of maize without other smells e.g. chemicals, mouldiness, earthy, rotten, musty smell, etc.
Rapid test for foreign odour
- Obtain a representative sample
- Put a small quantity of ground or un-ground maize kernels in a container
- Pour some warm water (60 – 70 ˚C) into the maize and cover the container
- After 2-3 minutes, decant the water and note whether the foreign odour is present.
Determination of Mycotoxins
Mycotoxins are a group of chemicals produced by certain mould fungi. This broad category includes Aflatoxins and Fumonisin. These fungi, Aspergillus flavus and Aspergillus parasiticus can be recognized by their yellow-green or grey-green, or pink colours.
The presence of Aflatoxin is tested using thin layer chromatography, high-performance liquid chromatography or absorbance meters (e.g. Elisa readers), rapid test kits and Blacklight. Aflatoxin may be found in good looking grain. Mouldy maize does not necessarily have high Aflatoxin levels. It could contain other mycotoxins though.
Representative samples have to be taken to a laboratory capable of testing for Aflatoxin. The results should not exceed 10 ppb of total Aflatoxins and 5 ppb for Aflatoxin B1. For Fumonisin, the results should not exceed 2 ppb for any of the three grades.
For regular technical updates on poultry follow us on Instagram and Facebook
Subscribe our youtube channel for poultry-related technical videos Ali’s Poultry Wisdom






